
 En
En
 русский
русский Español
Español عربى
عربى

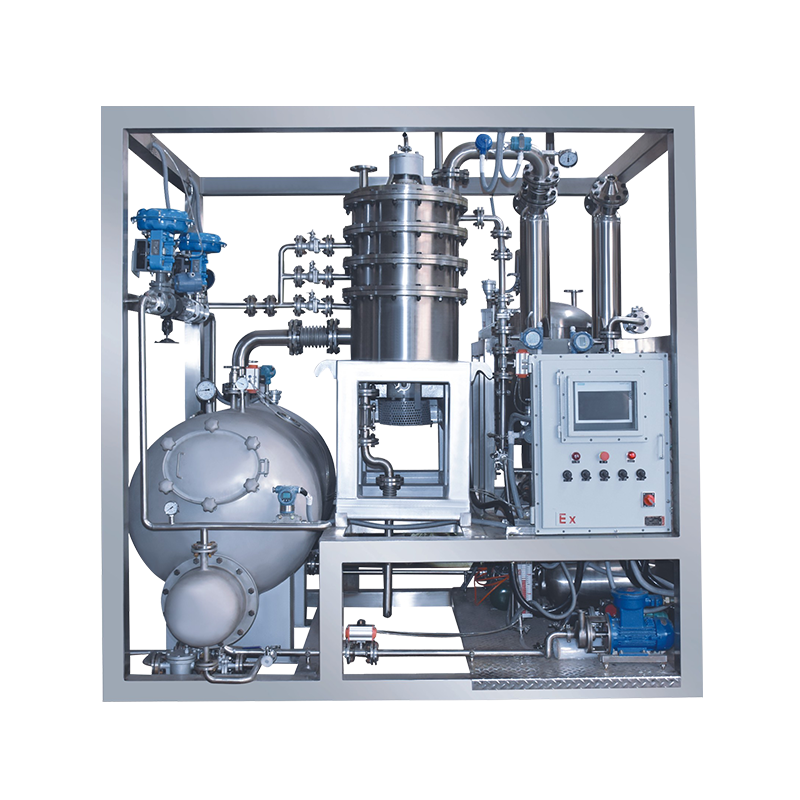
Hypergravity Distillation System for DMF & DMSO Waste Solvent Recovery
This column focuses on high-salt DMF & DMSO waste mother liquor recovery solutions based on hypergravity distillation technology. We will break down core technical principles, complete system configuration, practical process parameters, energy consumption data, and comparison advantages against traditional packed distillation towers. If you’re engaged in peptide CDMO, API synthesis, fine chemical production and troubled by blocked towers, high operation costs and unstable solvent purity when recycling polar solvents, this series will bring you practical, low-carbon recycling technical references. Stay tuned for full technical proposals, real-site project photos and case data sharing.Industry professionals engaged in fine chemical, pharmaceutical peptide synthesis, polymer manufacturing often face the pain point of waste DMF/DMSO mother liquor treatment: high salt content easily blocks traditional distillation towers, large tower footprint, high packing replacement cost, low separation efficiency & unstable solvent purity.
Our CX650-IV Hypergravity Distillation Recovery Skid delivers a fully customized, low-carbon alternative to conventional packed distillation columns for DMF & DMSO solvent recycling.
Core Working Principle
As a new-generation high-efficiency rotating distillation unit that replaces traditional towers, it employs gas-liquid countercurrent atomization mass transfer within the rotor. The liquid undergoes repeated dispersion & aggregation to generate an ultra-large, continuously refreshed gas-liquid contact interface, drastically boosting separation efficiency under negative pressure (98~90kPa) at mild 40–120°C operating temperature.
Target Feedstock & Processing Index
Suitable for high-salt DMF/DMSO waste mother liquor with raw composition: 20% chloride-free inorganic salts + 40% water + 35% DMF/DMSO + 5% mixed light solvents (methanol, toluene, etc.)
Monthly capacity: 25 tons (CX650-IV model)
Final solvent purity: DMF / DMSO ≥99.5%
Pre-distillation pretreatment solves salt crystal blockage of distillation channels fundamentally
Full System Equipment Composition (304 stainless steel standard)
CX650-IV Hypergravity Distillation Machine (core unit)
2m³ horizontal reboiler (15㎡ heat exchange area)
40㎡ shell-and-tube main condenser + 10㎡ low-temp tail gas condenser
10㎡ bottom cooler, 1m³ product tank, 0.5m³ fraction tank
4 sets 1.5kW magnetic transfer pumps, full set of instruments & electric control cabinet Feed tank ≥2m³ to be supplied by customer
Process Operation Flow
Pre-distillation to remove inorganic salts from raw mother liquor
Continuous distillation stage: Heat reboiler, total reflux balance, continuous side feeding, extract water & low-boiling solvents via condenser
Final fraction collection stage: Stop feeding, separate water-solvent mixture, collect qualified high-purity DMF/DMSO kettle liquid.d Single batch volume: 2.5–3m³; full processing cycle: 15–18h
Utilities & Energy Consumption
Steam: ≥0.3MPa header pressure, consumption 120–210kg/h
Power: Total rated power 24kW, actual running power ~14kW
Circulating cooling water: 25t/h (≤35°C)
Chilled water for tail gas condensing: 5t/h (≤10°C)
Optional nitrogen system for vacuum breaking to improve operational safety
Unique Advantages vs Traditional Distillation Columns
- Ultra-compact footprint: Only ~15㎡ floor space, overall height 4.5–6m, replaces 18–20m tall conventional packed towers; no random packing required, zero packing replacement cost
- Low energy consumption & running cost: Enhanced mass transfer cuts steam & power usage compared with traditional tower processes
- Anti-blockage design: Perfect match for high-salt DMF/DMSO mother liquor, avoids frequent shutdown caused by salt crystallization
- Simple operation & low maintenance: Rotor structure easy to inspect & clean
- Optional Siemens PLC automatic control: One-touch start-stop, full safety interlock, unattended continuous running
- Low-temperature vacuum distillation: Protects DMF/DMSO from thermal decomposition, stable high-purity output
Application Scenarios
Pharmaceutical peptide CDMO, API synthesis, polyacrylamide production, fine chemical intermediate manufacturing, laboratory waste polar solvent recovery, high-salt dimethylformamide & dimethyl sulfoxide waste liquid recycling.
If you’re struggling with inefficient, high-cost waste-solvent recovery for DMF, DMSO, NMP, DMAC, ethanol, methanol, acetone, ethyl acetate, THF, acetonitrile, dichloromethane, and other polar/volatile solvents, feel free to DM me for a customized technical proposal & full equipment quotation.



Quick Links
Product Center
Contact Details
-
 +86-577-86997010
+86-577-86997010
-
 +86-577-86997020
+86-577-86997020
-
 [email protected]
[email protected]
-
[email protected]
-
 No. 155, Jifeng Road, High-tech Zone, Longwan District, Wenzhou, Zhejiang Province, China
No. 155, Jifeng Road, High-tech Zone, Longwan District, Wenzhou, Zhejiang Province, China
SHARE




CONTACT US NOW
Copyright ©Zhejiang Xinchuangxing Technology Co.,Ltd. All Rights Reserved.
 Privacy Policy
Privacy Policy
Supergravity Equipment Manufacturers